This interview is part of a series! You can see all our partner interviews here.
Ochsner Wärmepumpen (OCHSNER) was founded in 1978 as one of the first companies in Europe to produce heat pumps on an industrial scale, being a well-known producer of innovative heat pump systems covering all types of heat sources and capacities ranging from 2 to 1.600 kW.
In GEOFIT, they are responsible for several innovations with regards to optimising the design of heat pumps. These innovations have never been applied in heat pumps design and sizing and they will allow to decrease the environmental footprint while in parallel making heat pumps more affordable so that they can compete against non-renewable technologies.
One of the innovations, in collaboration with AIT, regards the design of an innovative, electrically-driven heat pump system with low/medium GWP synthetic refrigerant, which in turn makes a more cost-effective use of heat exchangers (HEX). They have also contributed to new methods to calculate heat pump sizing requirements which have been implemented within the IDDS framework used to design our pilot sites. This new methods will prevent oversizing of the heat pump component in geothermal systems which often results in non-optimal efficiencies/return on investment and can decrease the competitiveness of geothermal technologies with respect to competing systems.
These innovations have never been applied in heat pumps design and sizing and they will allow to decrease the environmental footprint while in parallel making heat pumps more affordable so that they can compete against non-renewable technologies.
In this interview, Oschner founder Dipl. Ing. ETH Karl Ochsner talks about the benefits of using the heat pumps in geothermal retrofitting, how projects like GEOFIT can connect themselves to the European Heat Pump Association (EHPA), and its impact on the market and the environment.
Drilling is a key technology enabling heat exchangers installation and plays an important role in the building industry, both in sedimentary as well as in rock drilling. Tools employed in drilling are known as drill bits, and are the responsible for mechanically penetrating and crushing the rock underneath them. The wear of drilling tools has always been a predominant factor for the costs of geotechnical engineering measures and hard rock excavation. This fact is not only related to material and personnel costs arising from drill bit maintenance and replacement but also because of the direct and negative impact of wear on the drilling performance of a worn drill bit. Improper selection of a bit results in lower penetration rates, fast wearing of the teeth and frequent bit changes, which results in higher drilling costs overall.
Drilling is a key technology enabling heat exchangers installation and plays an important role in the building industry… Improper selection of a bit results in lower penetration rates, fast wearing of the teeth and frequent bit changes, which results in higher drilling costs overall.
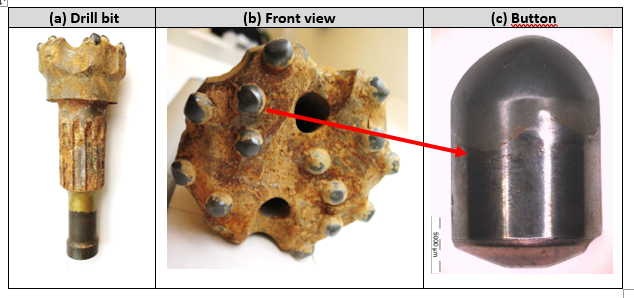
During the first year of GEOFIT project representative tools from vertical and horizontal drilling operations (needed in the different pilots of the project) have been selected and provided by CDP after their end life. For vertical drilling, down to the hole hammer and drag bits have been studied. For horizontal drilling, tricones (crushers) have been selected. Drill bit materials and main damaging mechanisms have been characterized and identified in Eurecat aiming to select alternative materials and solutions in order to:
reduce drilling times
improve rate of penetration (ROP)
improve abrasion and chipping/spalling resistance of drill bits
Figure 1. Analysed drill bit.
Drill bit inserts are commonly made with cemented carbides (also named hardmetal, cermets or cemented carbides), which are sintered composite materials consisting of two phases called hard phase (WC) and binder phase (Co). This combination of hardness and toughness makes WC-Co a successful material in drill bit inserts. However, the mechanical properties of the material are strongly dependent on composition and structure. A high Co content gives a tough material and high WC content gives a hard but brittle material. In addition, WC grain size and carbon content affect the properties.
Cemented carbide buttons are inserted and/or soldered into holes of a steel tool body. Taking into account the main damage mechanisms identified in hard metal buttons of drill bits for GEOFIT project and looking into recent publications and developments, advanced alternative hard metal grades have been selected to improve their tribo-mechanical properties based on (i) varying the grain size of the hard phase and the binder content, named Dual properties (DP) and (ii) macro gradients of Co-migration. In the same manner alternative steels with high strength, high wear resistance, good toughness and good dimension stability specially designed for drilling applications have been selected. These alternative hard metal and steel grades are being systematically tested in Eurecat laboratory in order to obtain a classification of their tribological behavior (friction and wear resistance).
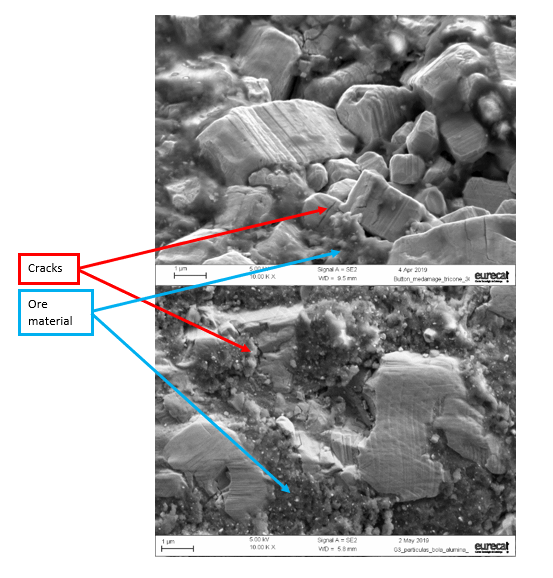
Wear tests have been designed in order to reproduce the same damaging mechanisms observed in drilling tools. Cemented carbide discs are slid against quartz and other abrasives used as counter parts. Quartz content of rock is one of the main geomechanical parameters influencing wear of drill bits. Test conditions (pressure, speed and time) have been adjusted until the same wear mechanisms have been obtained. Figure 2 compares surface of drill bit button from a tool and of a wear scar obtained in the lab, in both cases surface cracks, carbides deformation and adhesion of ore material are identified.
Figure 2. Scanning electron microscopy images (10,000 X magnification) of surfaces from a) worn drill bit button and b) wear scar from laboratory test.
Taking into account the main damage mechanisms identified in hard metal buttons of drill bits for GEOFIT project, advanced alternative hard metal and alternative steels grades have been selected to improve their tribo-mechanical properties and are being systematically tested in Eurecat laboratory in order to obtain a classification of their tribological behavior (friction and wear resistance).
Main results obtained in laboratory wear tests are:
Coefficient of friction: describes the interaction between drill bit material and rock material.
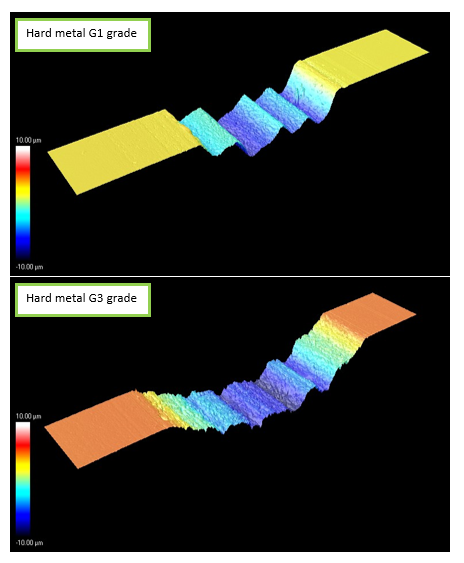
Wear rate: which is the worn drill bit material volume per sliding distance and applied force. Is obtained measuring wear scars (see Figure 3).
These are valuable parameters which are used to feed tool wear models that will predict tool live, models under development by LTU in the framework of GEOFIT project.
Figure 3. Wear scar topographic images corresponding to different grades of hard metal after wear tests under the same conditions (applied force, speed and time): G3 presents higher volume loss.
The Austrian Institute of Technology GmbH together with Groenholland are currently conducting the GEOFIT lab experiments for novel ground source heat exchangers: 4 collector types, 3 soils, 3 temp levels, heat injection/extraction, etc.